Table of Contents
picoJet
Building a spray etching machine, enabling the lab to fabricate double-sided pcbs. Focus on minimizing: machine area, energy consumption, volume of hazardous materials. In the end, etching pcb's should be fully automated.
Design Considerations
- Capacity: 2x 160x100mm (2 Eurocard PCBs) double sided
- Etching Fluid Volume: 750ml (Sodium Persulfate)
- Heating Element: Resistor-Wire embedded into silicone (90-135W)
- VCC: 12-14V
- Controller: Atmega88
- Temperature Sensor: Dallas DS18S20 embedded into silicone
Prototype BOM
| Cubic Glas Container | 26 EUR | DENNERLE NanoCube 10L (200x200x250mm) |
| Motors | 4 EUR | JOHNSON 1060441 |
| Silicone | 35 EUR | ZA-13 RTV-Silicone 1KG (Shore 13) |
| Resistor Wire | 2 EUR | 0.97 Ohm/m 0.8mm/1.35m |
| Heat Reflector | 1 EUR | Rescue blanket (silver/gold) |
| Neoprene | 5 EUR | Neopren® 3.5mm (100x800mm) |
| Wood (Mold) | <5 EUR | Tipp: Sometimes you can get rests for free |
| MCU | 3 EUR | ATMega88 |
| Temp. Sensor | 2 EUR | Dallas 18S20 |
Bottom-Element
The bottom element is a custom designed solution to meet the required specifications and was also used as a testbed to determine the feasibility and do-ability of DIY producing things out of silicone without having access to professional molds or even vacuum based molding systems.
Silicone bottom element with built in resistor wire and 4 triangle shaped baffles to reduce the volume to 750ml and built-in thermal sensor.
Mold
To create something out of liquid silicone we need a mold. Luckily, once you have figured out what exactly it is you want, you can create a mold out of almost anything you find, rests of wood and any other materials you can manage to get. Keep in mind to build it as tight as possible so that the silicone won't pour out. You can see on the images how this happened here because it wasn't tight enough. At the same time, remember that it should be easy to disassemble later, to get the final product out again.
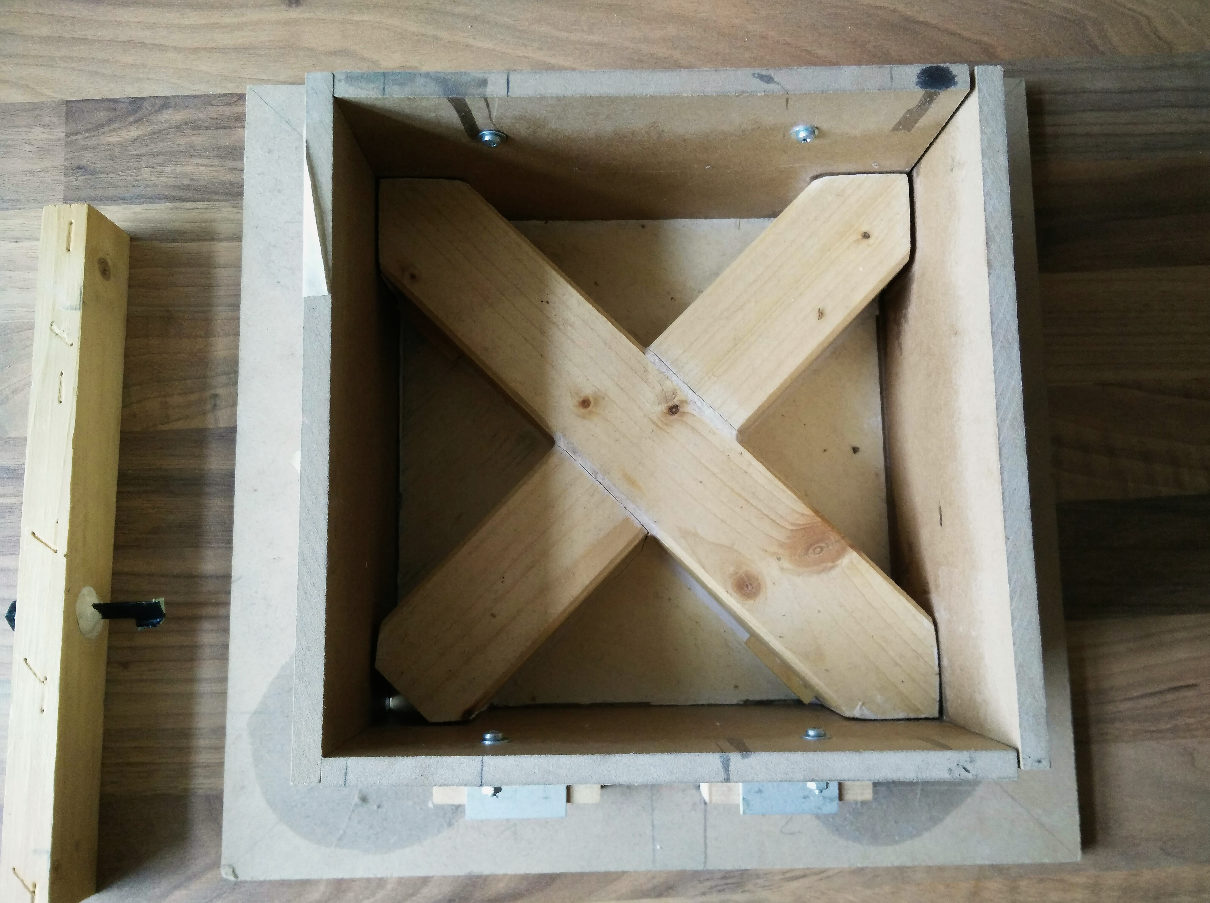





- created out of wood
- used clay (sulfur free) to cover holes and edges (easy to apply and cheap)
- Nylon string to hold heater element in place above the mold
- Use wood to create tube-bearing holder-pockets
- drill a hole into the wood to place the sensor element
Ghetto style silicone processing
To get a usable, final product made out of silicone, we need to take care of the tiny air bubbles, which inevitably occur while mixing the portions/color pigments (greatest part) and when the mix is finally poured into the mold.
So how do we get them bubbles out?
Once the portions are mixed, there usually is only a small time window to pour the mix until it starts to bind, but that is not enough time for the bubbles to “naturally” hover up and leave the silicone. The key hack for ghetto silicone molding without vacuum gear is to stretch time and luckily, silicone makes this easy for us:
Put your final mix into the freezer, it slows the binding process almost to a complete standstill which gives the trapped air enough time to leave the mix. After 24 hours, pull out the frozen mix and pour it carefully and slowly into your mold. Put the whole mold with the silicone into the freezer for another couple of hours to give the air, trapped by the pouring process, time to leave. Then just carefully take the mold out and let it bind for 24 hours at room temperature.
- Mind the size of freezers you can easily access when designing/sizing your mold
- Make sure your mold is tight and sealed, so that the silicone can't get out
Heating-Element
The Heating-Element for the picoJET was the biggest challenge of the whole project. The relatively small volume of etching fluid (750ml) cannot be heated by conventional tube heaters (like aquarium-heaters). Inspired by some commercial products of silicone based heating-mats, further research led to the conclusion, that no ready-to-buy product could satisfy the requirements either.
This led to a completely new design, creating a complete silicone bottom element, integrating the following features into one solid silicone part:
- Heater
- Temperature sensor
- Volume reduction baffles
- Mechanical stabilization of Jet-Tube bearings
Calculations
First, we need to figure out how much energy we have to put into the fluid in order to get from room temperature to 45°C:
<x 14> Q=m * c * \Delta K </x>
- m = 750ml ~ 0.75kg
- c = 4187J(Kg/K)
- DeltaK = 20 (25°C → 45°C)
<x 14> 0.75 * 4187 * 20 = 62805J = 62805Ws </x>
Now we can determine how much heating power we need to deliver that amount of energy in a reasonable time-frame:
<x 14> {62805Ws}/{75W} \approx 837s \approx 14 Minutes </x>
Wire parameters
- Diameter: 0.8mm
- Length: 1.32-1.35m @0.975ohm/m
- Estimated max. power: 90-135W
Wire form

Calculations showed, that the heating wire should have a length of about 1.35m. The tricky part was to find a shape that would transfer the heat in the most efficient way possible. Therefore, the heating wire needed to be laid out like an X in order to transfer heat only to areas, where etching fluid actually is above and not to waste energy by heating silicone (area under the baffles). Additionally, both areas - directly underneath the Jet-Tube's intake - should receive more heat, so that fast flowing fluid in this particular area would receive an extra energy boost.
sva@muccc came up with the perfect solution for this riddle and made a sketch on paper which was converted to svg later on. This model works only for the defined parameters, if you've chosen to go for other settings you may have to recalculate and come up with another shape.
Download:
picojet_heater_bending_helper-v1.0.pdf
HOWTO:
- Print the Bending-Helper template
- Put/fixate the template on cardboard
- Start bending at one of the endpoints (lower left)
Temperature sensor
Dallas 18S20
Heat Reflector
Since the heater radiates the energy in all directions we want to reflect the heat going to the bottom upwards again, so that we don't waste energy there. Tests have shown that rescue blankets for cars (the gold/silver foil) can help with that, so a piece of this foil was inserted between the bottom glass and the silicone footer (silver side up, as this side reflects heat).
Prove-of-Concept Test
[ ]
[
]
[ ]
]
Jet-Tubes

Function
The Jet-Tubes are the key component in this design and act as a combined pumping/distribution system. Each tube is powered by its own motor at the top and slowly ramped up to about 2500 rpm. At the bottom of the Jet-Tube is an impeller, that presses the etching fluid into the tube, centrifugal forces push the fluid to the side and upwards whilst pressing the fluid through 0.6mm holes in a designated distribution pattern directly onto the pcb.
Design
Tube

Optimized distribution pattern, triple helix, 120° spread, 2mm vertical shift. jomat@MuCCC came up with a nifty little piece of postscript code, that generates the pattern automagically. Download and print the pdf file, if you just want to use the pattern or play around in the postscript if you think you can enhance it. Someone may want to alter the pdf to print two patterns on one page in the pdf to save paper.
HOWTO:
- Print two templates
- Cut out templates (closed rectangular box) lower left
- Roll template so that borders join precisely
- Fixate with transparent tape
- Push the tube into the template roll
- Use the clutches end as reference point
- Fixate template roll on tube with transparent tape
Impeller
This was the first approach, by simply cutting the tubes and some ABS material in a half-circle shape and then gluing them onto the tube. The next test should be, if we couldn't just print something with our 3D printer to make it even more comfortable.

Clutch
Trying to find available things, which could be used as clutches to connect the motor to the tube was unsuccessful. Eventually the clutches were made on a lathe to achieve perfect radial runout accuracy. Otherwise this could result in loud vibrations at 2500rpm. If you don't have a lathe, look up your next hackerspace or fablab, they might have one and will gladly help you out, if you ask nicely and tell them a bit about what you're trying to build.
[ ]
[
]
[ ]
]
Drilling Tips
Drilling acryl with 0.6mm is a little more demanding, if you're not careful, you may lose a number of drill-bits (expensive) in the process or the resulting holes become very ugly.
Tools
- Use the smallest tool available (high radial runout accuracy).
- Try to use precision collet chucks instead of general purpose jaw chucks.
- Look for quality drill-bits (lower quality breaks very fast and overall costs will be higher)
Handling
Make some test drills on surplus material to find a good rpm value for your machine. Usually small drills use high rpm values, but in this case you can't go too high, otherwise the acryl will melt and produce little volcano shaped holes. Start somewhere between 1500 and 2500 rpm.
[![Drilling tubes with [[:lab:resources:picodrill]]](/_detail/lab:resources:picojet_tube_drill_2.jpg?id=mission%3Aresources%3Apicojet "Drilling tubes with [[:lab:resources:picodrill]]") ]
[
]
[![Drilling tubes with [[:lab:resources:picodrill]]](/_detail/lab:resources:picojet_tube_drill_1.jpg?id=mission%3Aresources%3Apicojet "Drilling tubes with [[:lab:resources:picodrill]]") ]
]
Never, under no circumstances, stop the drill while the bit is still inside of the material. This causes the most stress for the drill-bit and it's very likely to break.
Don't hold the tube with your hand.
Fixate it somehow or use a small bench vise.
Always wear protective eye cover. Making stuff yourself is pretty cool, but losing your eyesight in the process isn't. So wear the goddamn goggles :)
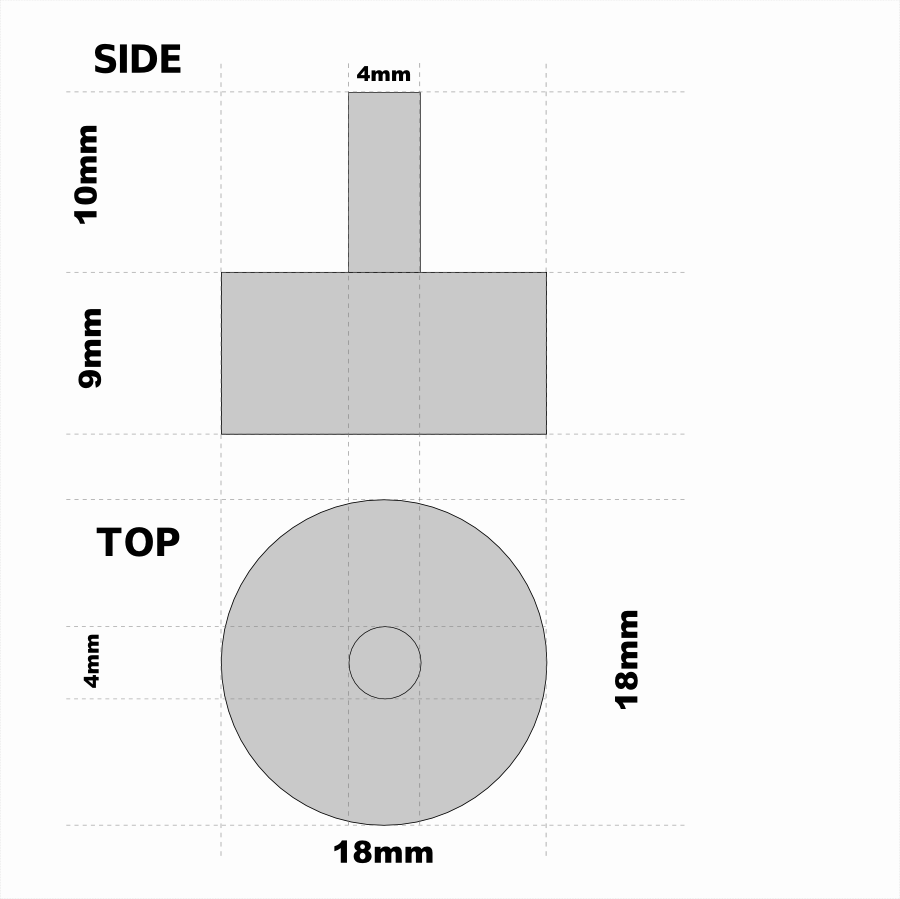
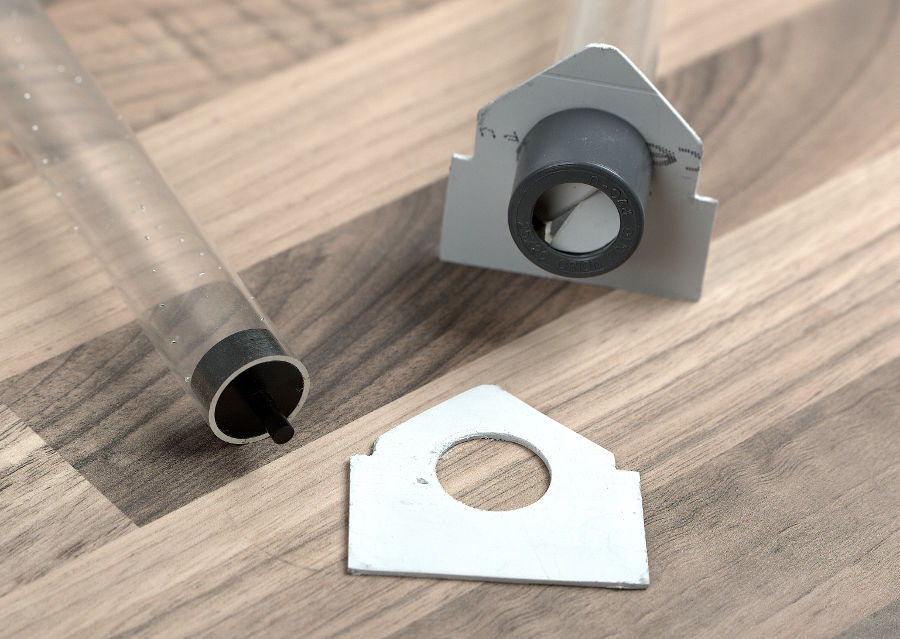
Bearings
Motors
Technical Data
| Manufacturer | Johnson |
| Part No. | 1060441 |
| Operating Voltage | 3-13.5 V DC |
| Current Idle/Load | 0.3/1.9 A |
| Max. Power | 5.03 W |
| Max. Torque | 57.4 mNm |
| RPM Idle/Load | 3410/2500 r/min @ 13.5 V |
| Anchor | 7-piece |
| Dimensions | |
| Motor (Lxø) | 59×38 mm |
| Shaft (Lxø) | 10×4 mm |